
Эксперт конусной обработки TAPER EXPERT
Опция «TAPER EXPERT» электроэрозионных проволочно-вырезных станков AgieCharmilles является современным решением для прецизионной угловой обработки в диапазоне от 3 до 30 градусов. Благодаря этой функции, качество обрабатываемых конических поверхностей заготовок получается таким же, как при цилиндрической обработке, а точность больших углов достигает менее одной минуты, чего невозможно достичь стандартным способом.
Система включает комплект специальных закрытых направляющих, сопла, форсунку заправочной струи и специальное программное обеспечение, которое комбинирует действия двух следующих функций:
- корректировка величины эквидистантного смещения в соответствии с заданным углом конуса обработки.
- корректировка положения направляющих фильер для получения прецизионных результатов, на основе статистической таблицы значений, полученных при выполнении специального измерительного цикла «Taper Expert».
Для достижения наилучшего результата угловой обработки рекомендовано использовать мягкую проволоку с усилием на разрыв 400 Н/мм².
Одним из основных факторов, характеризующих электроэрозионную проволочную обработку, является возможность создания вертикальных, наклонных резов или их комбинаций. В таблице справа перечислены основные сферы производства, требующие высокой точности обработки конуса.

[/tm_pb_text][/tm_pb_column][tm_pb_column type=»2_3″][tm_pb_text admin_label=»Text» text_orientation=»left» use_border_color=»off» border_color=»#ffffff» border_style=»solid» custom_margin=»-20px|||»]
[table id=37 /]
[/tm_pb_text][tm_pb_text admin_label=»Text» text_orientation=»left» use_border_color=»off» border_color=»#ffffff» border_style=»solid» custom_margin=»20px|||»]
Независимо от области применения, с которой вы имеете дело, требования к качеству и точности всегда присутствуют.
Мы можем выделить несколько основных параметров влияющих на качество угловой обработки. Сложность возникает в следующих случаях:
- Амплитуда колебания. Чем больше угол, тем больше амплитуда колебания проволоки и сложнее получить точный контур.
- Переменный угол. При изменении угла обработки одного профиля трудно гарантировать однородность поверхности и точность геометрии.
- Финишная поверхность. Чем выше требования к качеству обрабатываемой поверхности, тем выше требования к точности геометрии.
- Точность. Чем выше требования к точности угловой обработки, тем выше необходимость в точной коррекции пути проволоки.
Существует несколько подходов к решению этих проблем:
- Тип проволоки
- Система направляющих
- Переменные углы
- Коррекция геометрии
[/tm_pb_text][tm_pb_text admin_label=»Text» text_orientation=»left» use_border_color=»off» border_color=»#ffffff» border_style=»solid» custom_margin=»30px|||»]
Тип проволоки
Первое решение — выбор типа проволоки. Как только конус достигает значения, превышающего несколько градусов, необходима проволока с высокой способностью к изгибу. Проволоку, которую мы будем квалифицировать как «мягкая», имеет сопротивление на разрыв от 400 до 500 Н/мм2. «Твердая» же проволока достигает значения 900 Н/мм2.
[/tm_pb_text][tm_pb_text admin_label=»Text» text_orientation=»left» use_border_color=»off» border_color=»#ffffff» border_style=»solid» custom_margin=»20px|||»]
[table id=38 /]
[/tm_pb_text][tm_pb_text admin_label=»Text» text_orientation=»left» use_border_color=»off» border_color=»#ffffff» border_style=»solid» custom_margin=»20px||20px|»]
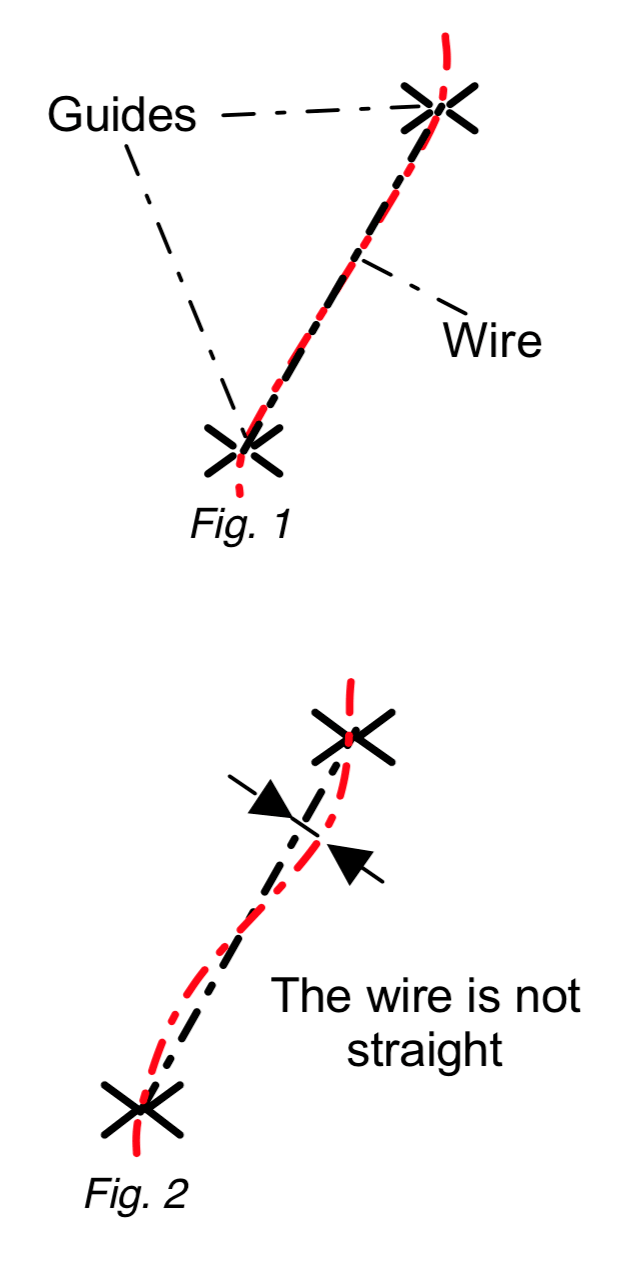
Преимуществом мягкой проволоки по сравнению с жесткой является ее способность легче изгибаться и поддерживать прямую линию между направляющими (см. рисунки 1 и 2).
Система направляющих
Получение прямолинейности проволоки между направляющими зависит не только от её типа, также важна стабильность натяжения проволоки во время обработки. В процессе резки стабильность подачи проволоки является чрезвычайно важным фактором. AgieCharmilles решил эту проблему, разработав специальные закрытые алмазные направляющие с большие радиусом. Это минимизирует ограничения на изгиб проволоки.
[/tm_pb_text][/tm_pb_column][/tm_pb_row][tm_pb_row admin_label=»Row»][tm_pb_column type=»1_3″][tm_pb_text admin_label=»Text» text_orientation=»left» use_border_color=»off» border_color=»#ffffff» border_style=»solid» custom_margin=»20px|||»]
При использовании направляющих с большим радиусом «TAPER-EXPERT», проволока не подвергается никакому локальному изгибу на кривой направляющей; натяжение проволоки стабильно.
[/tm_pb_text][tm_pb_text admin_label=»Text» text_orientation=»left» use_border_color=»off» border_color=»#ffffff» border_style=»solid» custom_margin=»140px|||»]
Очень маленький радиус стандартных или прямых направляющих заставляет проволоку сильно изгибаться. Это вызывает ее колебания.
[/tm_pb_text][/tm_pb_column][tm_pb_column type=»2_3″][tm_pb_text admin_label=»Text» text_orientation=»left» use_border_color=»off» border_color=»#ffffff» border_style=»solid»]

[/tm_pb_text][/tm_pb_column][/tm_pb_row][/tm_pb_section]