Электроэрозионный проволочно-вырезной станок AgieCharmilles CUT P 350
Галерея и описание станка CUT P 350
Электроэрозионный проволочно-вырезной станок CUT P 350 — новая серьёзно переработаная
модель AgieCharmilles .
Новое программное управление и цифровой генератор IPG-DPS повысили производительность на 20-30%
и достигают шероховатость Ra 0.08 мкм уже на пятом проходе.
Благодаря механической конструкции Quadrax, угол обработки 45 градусов доступен на высоте Z
до 220 мм, а неподвижный рабочий стол, размещенный на станине из полимерного
материала Renocast практически не ограничивает вес заготовки.
Большое внимание уделено безопасности процесса. Электронно-механическая защита от столкновений
(ICP) гарантирует сохранение целостности заготовок и элементов станка при наезде на скорости
до 3000 мм/мин.
Функция ASW позволяет за счет спекания шлама удерживать выпадающие части, а ASM —
автоматически удалять их.
Технические характеристики
Станок
Габариты станка в сборе
2050×2234×2154 мм
Масса станка (без диэлектрика)
2500 кг
Общая масса станка
3800 кг
Рабочая зона
Макс. длина заготовки
1000 мм
Макс. ширина заготовки
550 мм
Макс. высота заготовки
220 мм
Макс. масса заготовки
750 кг
Уровень диэлектрика
240 мм
Тип стола
Моноблочный
Размер стола
680×450 мм
Расстояние от стола до пола
1000 мм
Толщина стола
45 мм
Крепежные отверстия М8
76 шт
Фронтальная дверь
Автоматическая
Регулировка уровня диэлектрика
Автоматическая
Оси
Ход осей X, Y, Z
350×220×220 мм
Ход осей U, V
350×220 мм
Угол конуса/высота
±30°/220мм или ±45°/220 мм
Дискретность перемещений X, Y, U, V, Z
0.1 мкм
Скорость перемещений (X, Y, Z)
0-3000 мм/мин
Защита от столкновений по осям
X,Y,U,V,Z
Электрод-проволока
Тип направляющие
Алмазные закрытые беззазорные
Стандартные направляющие
Ø 0.20 или Ø 0.25 мм
Диаметр проволоки
Ø 0.07-0.33 мм
Автоматическая заправка для проволоки
Ø 0.07-0.33 мм
Автоматическая перезаправка для проволоки
Ø 0.07-0.33 мм
Мин. диаметр отверстия для заправки проволоки Ø 0.25 мм
Ø 0.8 мм
Максимальная высота автозаправки проволоки Ø 0.25 мм
Для уточнения наличия станков на складе и условий приобретения, пожалуйста, звоните по телефону +7 (495) 766-25-66.
Особенности конструкции
Конструкция Quadrax — неограниченные возможности
Независимые оси с одинаковыми перемещениями (X и U, Y и V) позволят вам
обрабатывать углы до 45 градусов на высоте заготовки до 220 мм.
Станина из полимербетона с неподвижным столом, практически не ограничивает вес
заготовки. V-образные направляющие с плоским сепаратором обеспечат плавность хода и
длительный срок службы. К положительным качествам полимербетона относятся: низкая
теплопроводность и способность гасить вибрации.
Надежная защита от столкновений
ICP (интегрированная защита при столкновениях) обеспечивает защиту на скоростях до 3000 мм/мин.
Гарантирует сохранность заготовки и элементов станка. Не требуется повторная
привязка.
Принцип работа основан на использовании показаний двойной измерительной системы
состоящей из
оптических линеек и круговых энкодеров и специального упругого элемента в приводе.
Защита такого уровня не может быть реализована на станках с линейными
двигателями.
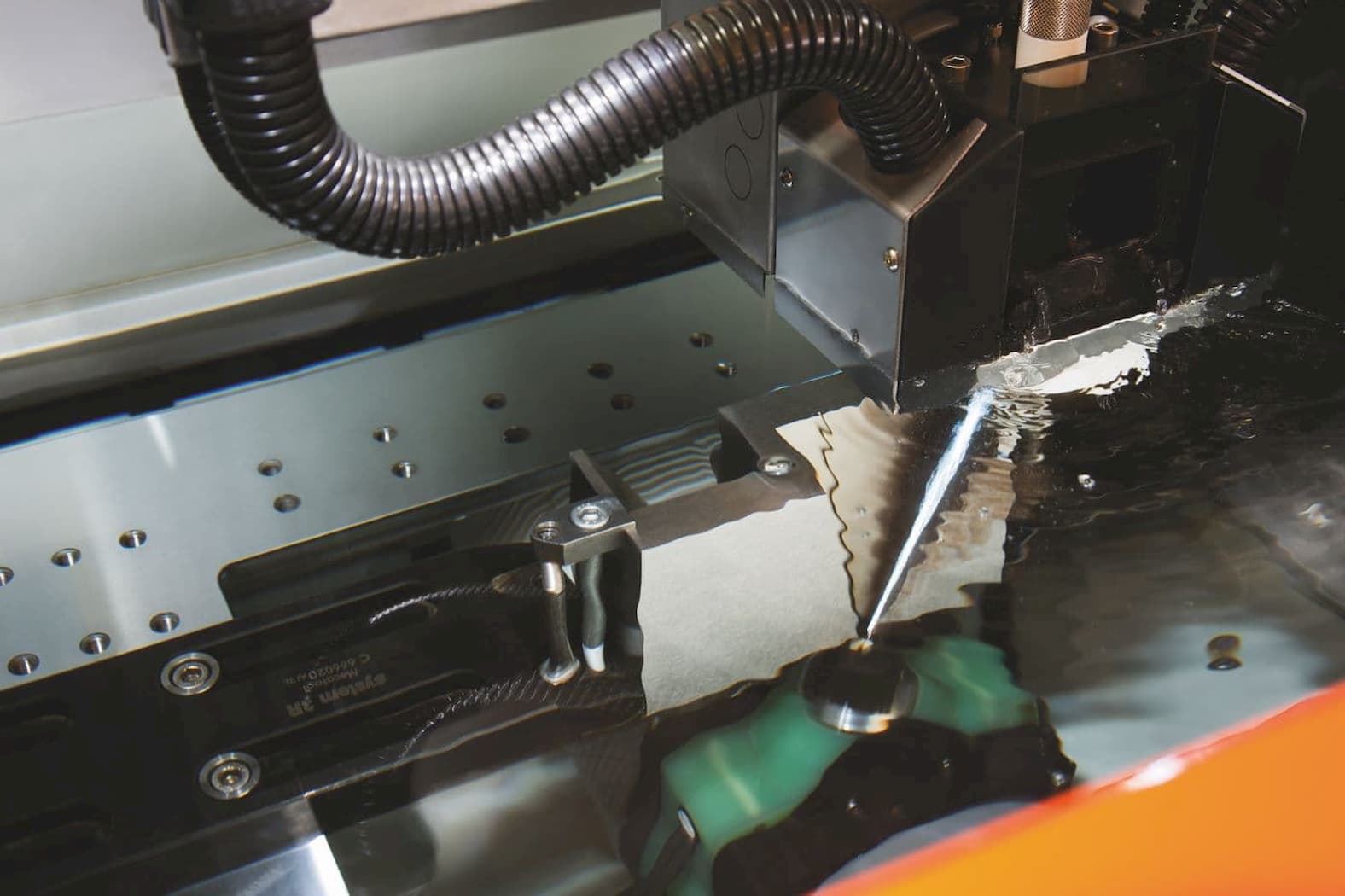
Удобная рабочая зона
Станки серии CUT P имеют конструкцию с фиксированным столом, что обеспечивает точность
даже при максимальной массе заготовки.
Цельнофрезерованный стол толщиной 45 мм с 76 отверстиями M8, расположенными в два
ряда с шагом 50 мм, стоит на четырех опорах Ø85 мм. Отсутствие
перегородок и большое расстояние от стенок ванны до стола облегчают доступ при
обслуживании и удалении отходов.
Включенный станок даже с опущенной дверью поддерживает уровень диэлектрика на уровне
стола. Это выполняет две функции: во-первых, ускоряет заполнение ванны и экономит время при
старте программы; во-вторых, и это главное, термостабилизирует рабочую зону.
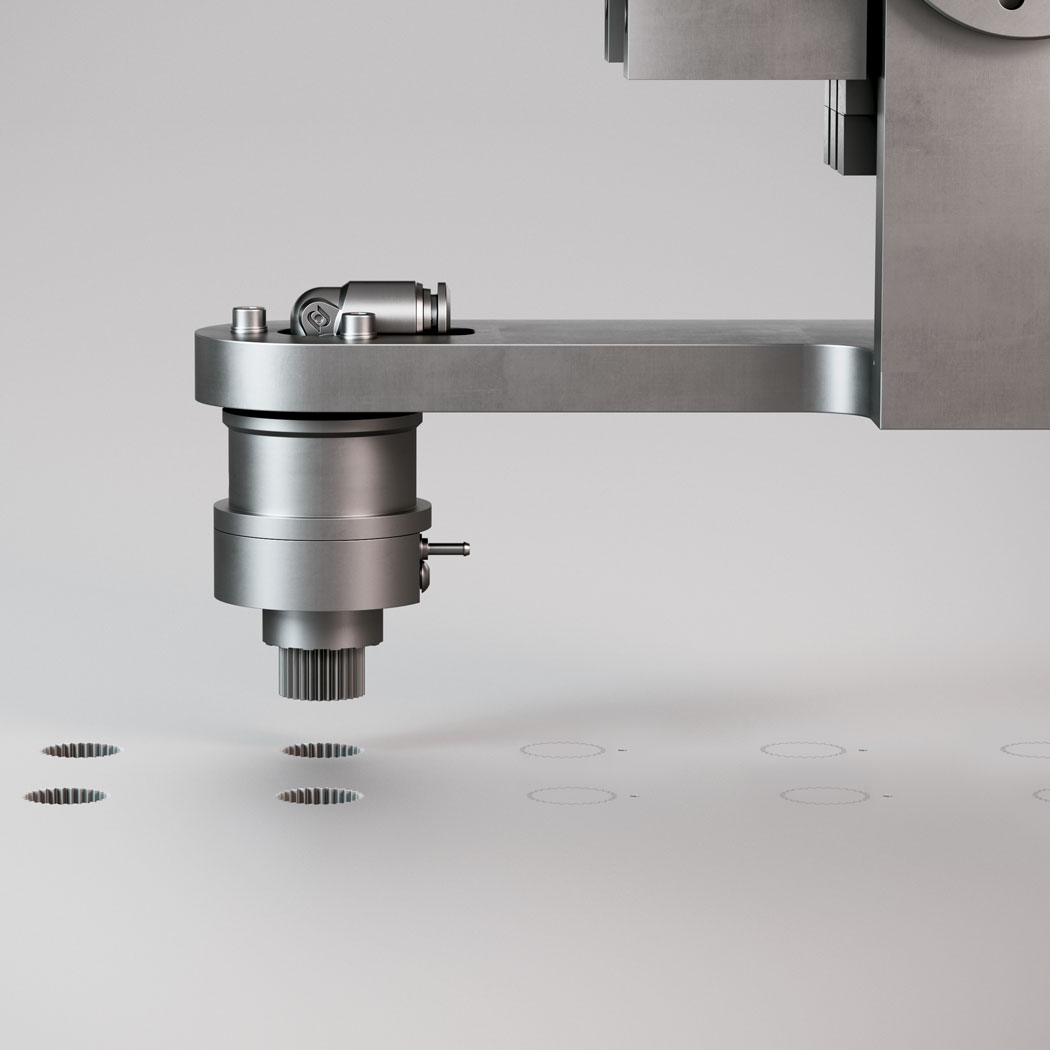
Угловая обработка
Одна из особенностей конструкции станка — возможность обрабатывать углы до 45° на
высоте заготовки до 220 мм.
Это актуально при изготовлении фильер для сложных пластмассовых профилей.
Положитесь на 60-летний опыт
Генератор IPG-DPS добавил более чем 20% к производительности.
Дополнительные модули гарантируют результат в соответствии с заданными параметрами:
PROFIL-EXPERT автоматически адаптирует параметры обработки для достижения максимальной
точности профиля.
SURFACE-EXPERT оптимизирует режимы резания и обеспечивает безупречное качество
поверхности.
WIRE-EXPERT отвечает за динамическое управление для высочайшей геометрической точности.
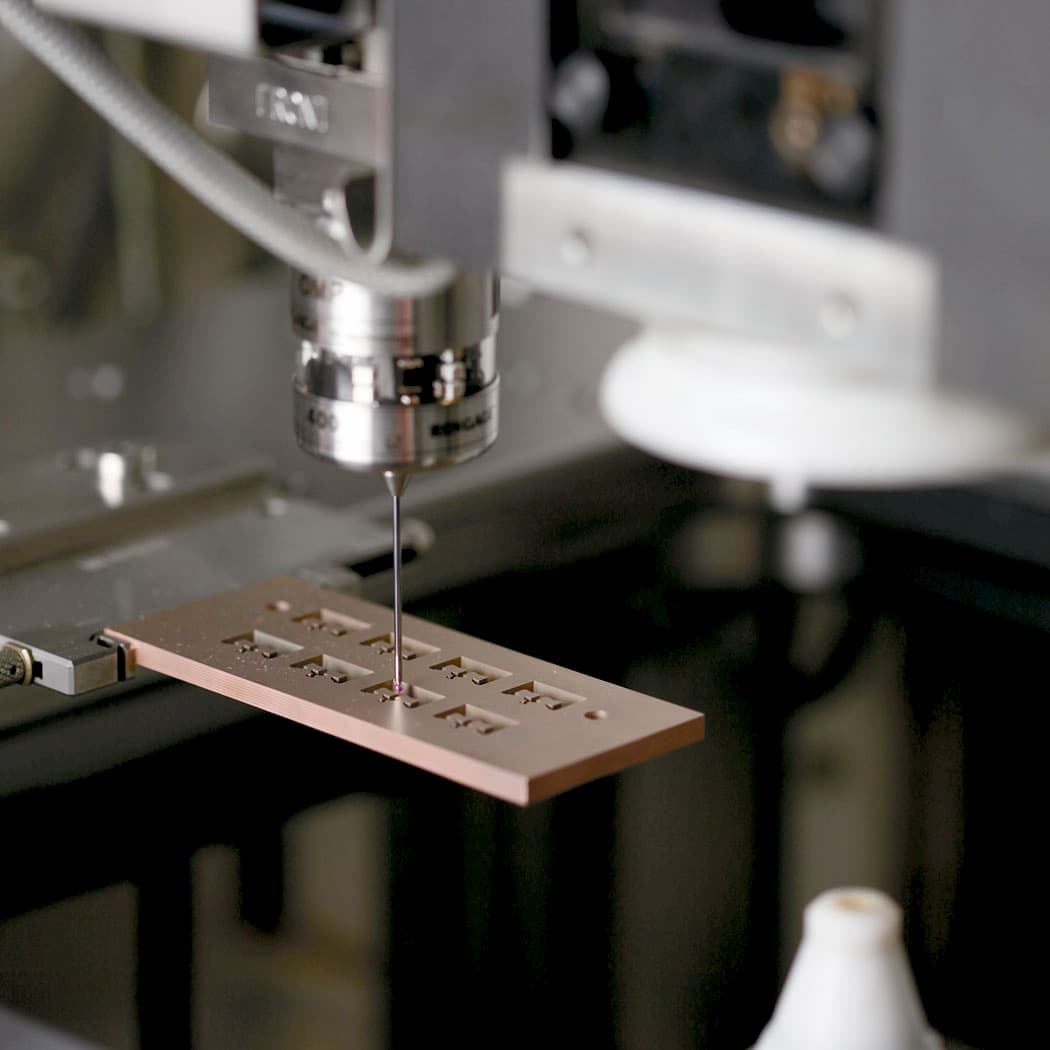
Щуп Renishaw
Щуп 3D Renishaw выполняет измерительные циклы в направлениях осей X, Y и Z.
По сравнению с традиционным способом он быстрее и точнее, также контролирует
поверхности недоступным для проволоки:глухие и ступенчатые поверхности.
Помимо определения положения заготовки в пространстве при настройке с помощью щупа
можно контролировать размеры после обработки.
Есть два варианта установки: внешний на интерфейс 3R Macro и выдвижной. Последний
актуален при работе станка в автоматическом режиме со сменьщиком паллет.
Компенсация износа проволоки
Проволока для электроэрозионной обработки точный инструмент. Отклонение диаметра в пределах
катушки не превышают
1-2 мкм.
Однако во время работы она подвергается износу, часто значительному.
Электроэрозионные проволочно-вырезные станки AgieCharmilles компенсируют износ проволоки в автоматическом
режиме.
При этом учитывается высота заготовки, обрабатываемый материал, режим обработки.
Разница в размерах верхнего и нижнего контура может быть скорректирована оператором
вручную с шагом 0,1 мкм.
Фиксация выпадающих частей
Автоматическая фиксация выпадающих частей заготовки экономит до 20% рабочего времени.
С помощью процесса обратной эрозии генератор формирует удерживающие мостики толщиной 1 мм.
Больше не надо оставлять недорез на черновом проходе.
Удаление выпадающих частей
Выпадающие части заготовок размером от 8х8 мм и массой до 300 г можно удалить с помощью
специального устройства.
Магнитные свойства материала не имеют значения, так как процесс основан на законе Бернулли.
Точность угловой обработки
Модуль Taper-Expert гарантирует высокую точность и чистоту поверхности при обработке больших
углов на
прецизионных деталях и пресс-формах. Точность обработки углов больше 10º лучше 20 угловых
секунд.
Дополнительные оси
Станок работает с дополнительными осями, как поворотными, так и ротационными.
Может работать в составе автоматизированных комплексов, с роботом для смены палет.
Гибкость управления
Если потребуется выполнить срочную работу, можно остановить выполнение рабочей программы или
комплекса программ в любом месте.
Работа будет возобновлена с места останова.
Модуль ISPS
Комплекс программного и аппаратного обеспечения задающий новый уровень стандарта адаптивной
резки.
В реальном времени определяется местоположения каждого разряда, а также его
интенсивность. Больше нет необходимости в подборе режимов. Независимо от сложности
профиля, обработка идет с максимальной эффективностью без обрывов проволоки.
Износ проволоки оценивается по условиям обработки. Это позволяет экономить до 40%
проволоки. Тем самым снизить расходы и увеличить время автономной работы станка.